


خط لوله آسیاب ERW با کیفیت بالا



توضیحات تولید
خط تولید لوله درز مستقیم با فرکانس بالا φ219×6.0 عمدتاً برای تولید لوله های فولادی جوش داده شده الکتریکی با φ60 استفاده می شود.~φ219mm و ضخامت دیواره 2.0~6.0 میلی متر، و همچنین می تواند لوله های مربع و مستطیل و لوله های مخصوص شکل را تولید کند که از محدوده لوله های گرد تجاوز نمی کند.لوله های API 5L را می توان بعداً تولید کردبا افزودن تجهیزات لازمخط تولید بر اساس هضم و جذب تجهیزات مشابه در داخل و خارج از کشور، تلفیق با شرایط ملی کشورم، نوآوری جسورانه و گوش دادن گسترده به نظرات کاربران طراحی و ساخته شده است.تجهیزات اقتصادی، قابل اعتماد و پایدار است.
محدوده تولید
| مولفه های | لوله گرد | لوله مربع | لوله مستطیل |
| اندازه لوله | 88-219 میلی متر | 90×90 – 170×170 میلی متر | 40×60-200×100 میلی متر |
| ضخامت | 2.0-6.0 میلی متر | ≤5.0 میلی متر | ≤5.0 میلی متر |
| مواد | نورد سرد و گرم، فولاد گالوانیزه، فولاد سیاه فولاد کم کربن، فولاد کم آلیاژ | ||
| سرعت | 10M/min~45 میلیون در دقیقه | ||
| طول | 6-12 متر | ||
| حداکثروزن کویل | 15 تن | ||
پارامتر پایه
| فولاد کم کربن و فولاد کم آلیاژ | σB≤520mpa σS≤345mpa | |
| کویل فولاد | قطر داخلی | φ650-φ710 میلی متر (تعیین می شود) |
| قطر خارجی | φ1100-φ2000 میلی متر | |
| وزن رول | ≤15 تن | |
| عرض نوار | 190-690 میلی متر | |
| ظرفیت نصب شده الکتریکی | حدود 1200KVA | |
| ظرفیت هوای فشرده | 2m3/min 4-7Kg/cm2 | |
| ظرفیت مایع خنک کننده | 50 تن در ساعت | |
نکته: نصب تجهیزات خط تولید مستلزم آن است که ارتفاع کارگاه (فاصله بالای مسیر جرثقیل تا زمین) بیشتر از 6 متر، دهانه 18 متر و طول 110 متر باشد.توصیه می شود از یک جرثقیل 15T و 5T استفاده کنید.
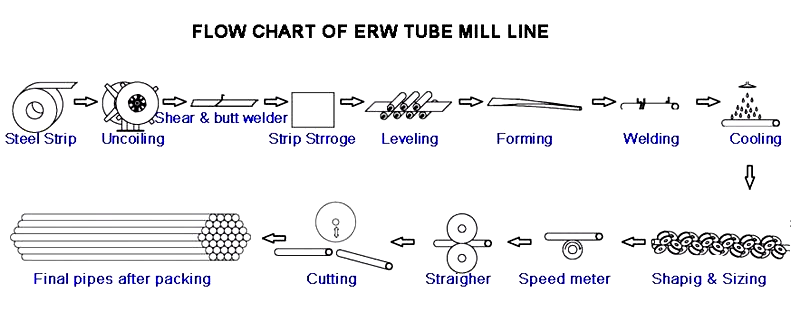
فرایند تولید
بازکردن پیچ → سر مستقیم، تسطیح پینچ → جوش لب به لب برشی → حلقه → شکل دهی، جوشکاری با فرکانس بالا، سوراخ کردن، پر کردن روی خط، خنک کننده، اندازه گیری، صاف کردن خشن → اندازه اره پرنده → بازرسی و جمع آوری → بسته بندی → وزن → علامت گذاری →Stor
تجهیزاتترکیب و پارامترهای اصلی هر دستگاه
| استفاده | برای پذیرش سیم پیچ نوار، انتقال آن به دیکویل و بلند کردن سیم پیچ نوار به مرکز سر کویل استفاده می شود. | ||
| ساختار | از قفسه مواد، مکانیزم مسافرتی، سیلندر روغن، ریل راهنما و غیره تشکیل شده است. | ||
| ظرفیت | ≤15T | نگه دارید | هیدرولیک |
| حالت متحرک | موتور با محرک کاهنده سیکلوئید | ||
| استفاده | سر نوار فولادی که همراه با کویلگیر استفاده میشود، از کویلگیر کشیده میشود و برای تراز کردن به دستگاه تسطیح پینچ فرستاده میشود. | ||
| ساختار | دستگاه غلتکی پرس، دستگاه سر بیل، دستگاه سر مستقیم | ||
| عرض | 190-690 میلی متر | قطر | φ1100-φ2000 میلی متر |
آکومولاتور افقی
| استفاده | برای ذخیره سازی فولاد نوار، تغذیه مداوم دستگاه جوش لوله و اطمینان از تولید مداوم دستگاه جوش لوله استفاده می شود. | ||||||
| عرض | 190-690 میلی متر | ضخامت | 2.0-6.0 میلی متر | ||||
| طبقه بندی | حلقه افقی
| توسط دستگاه تغذیه گیره، مجموعه بدنه لوپر، دستگاه تخلیه و دستگاه کنترل الکتریکی | |||||
| موتور | 5.5KWx15 | سرعت تغذیه | Vmax=120 m/min | ||||
| قطر | 7.0 متر | ظرفیت | 28T | ||||
پارامتر اصلی
| موتور و سیستم محرک اصلی | موتور از موتور DC، قدرت مدل استفاده می کند200 کیلووات، 1000 دور در دقیقه، دو مجموعه کاهنده اصلی |
| کاهنده | جعبه دنده توسط چرخ دنده مخروطی مارپیچ هدایت می شود، جنس چرخ دنده مخروطی 20CrMnTi، کربوریزه و خاموش شده است، و مدول 14 است. بدنه جعبه ساختار زیر جعبه را اتخاذ می کند که برای نگهداری راحت است. |
| پایه رول افقی (تغییر رول نوع رول به سمت بیرون دروازه ای) | 1. قطر شفت غلتکی افقی φ130mm، مواد 42CrMo، خاموش کردن فرکانس بالا 2. قطر پایین رول: 220 میلی متر 3. یک پد ایمنی در زیر شفت غلتکی افقی وجود دارد که عملکرد بیمه ایمنی اضافه بار را دارد که می تواند از گیربکس و جعبه دنده کاهنده محافظت کند. |
| پایه غلتکی عمودی | قطر شافت غلتکی عمودی φ80mm، مواد 40Cr، خاموش کردن فرکانس بالا |
| رول را فشار دهید | اکستروژن پنج رول |
| جوش تراشی | بلند کردن سریع دستی، می تواند به جلو و عقب و بالا و پایین تنظیم شود، تنظیم آسان است |
| شکل دهی و اندازه شفت محرک | شفت محرک Steyr |
| سرعت تولید | 15-40 متر در دقیقه |
|
آرایش بخش شکل دهی:
| دستگاه ضد پرش تغذیه عمودی پنج غلتکی: V HVHVHVHVVV HVHVH |
| چیدمان بخش جوش | راهنما، اکستروژن پنج رول، اسکراپر، پرداخت، خنک کننده |
| ترتیب بخش اندازه:
| VHVHVHVHVHVH 2 ست غلتک سرعت سنج با سر ترکی |





